Hello, welcome to our website
EN / 中文The space industry of choice
Professional CNC machining center service provider
Service hotline
18925943198Hello, welcome to our website
EN / 中文The space industry of choice
Professional CNC machining center service provider
Service hotline
18925943198H
HOT PRODUCT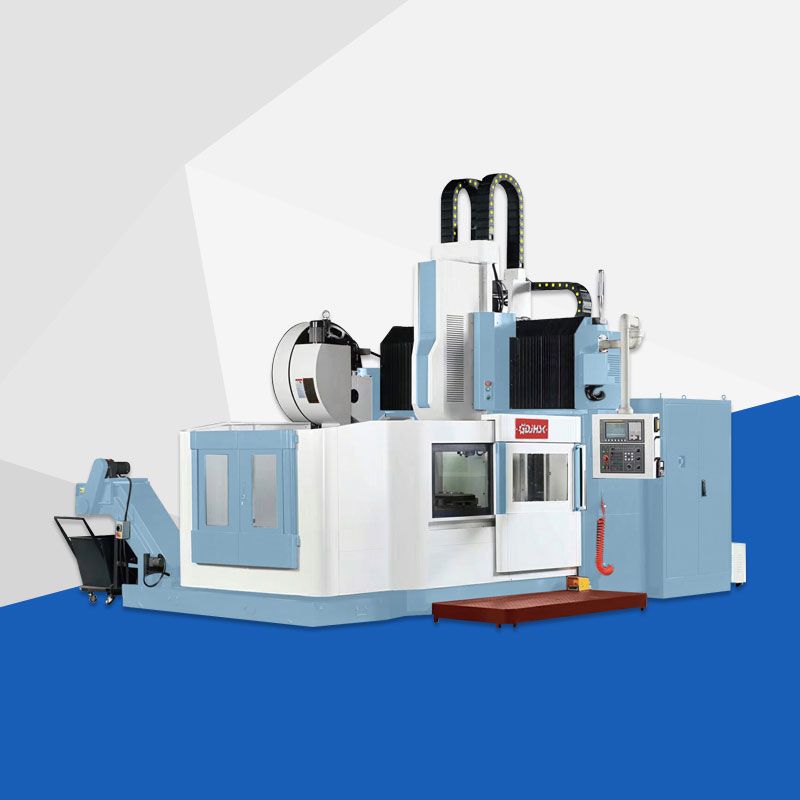




H
HOT NEWSC
CONTACTUSThe composition of the active tool changer in CNC machining center
The machining center has been developed from the CNC milling machine at the bottom. It summarizes all the features and functions of the CNC milling machine. The only difference from the CNC milling machine is that the machining center has active tool change equipment, which can complete the active tool change during machining. . The CNC milling machine does not have the active tool changer, and can not complete the active tool change function. This is the only difference between the CNC milling machine and the machining center.

The active tool changer in the machining center consists of a tool magazine, a robot arm and a drive organization. The tool magazine stores the tools required for machining. There are many types of tool magazines. The first is to classify various types of tool magazines, such as bucket magazines, disc magazines and chain magazines, according to the shape. These magazines have several to hundreds of tools. There are two types of tool magazines used in the common machining centers on the market: the bucket type tool magazine and the disc type tool magazine. The chain type tool magazine is not expensive because of its high price. The following small series will introduce the tool change method.
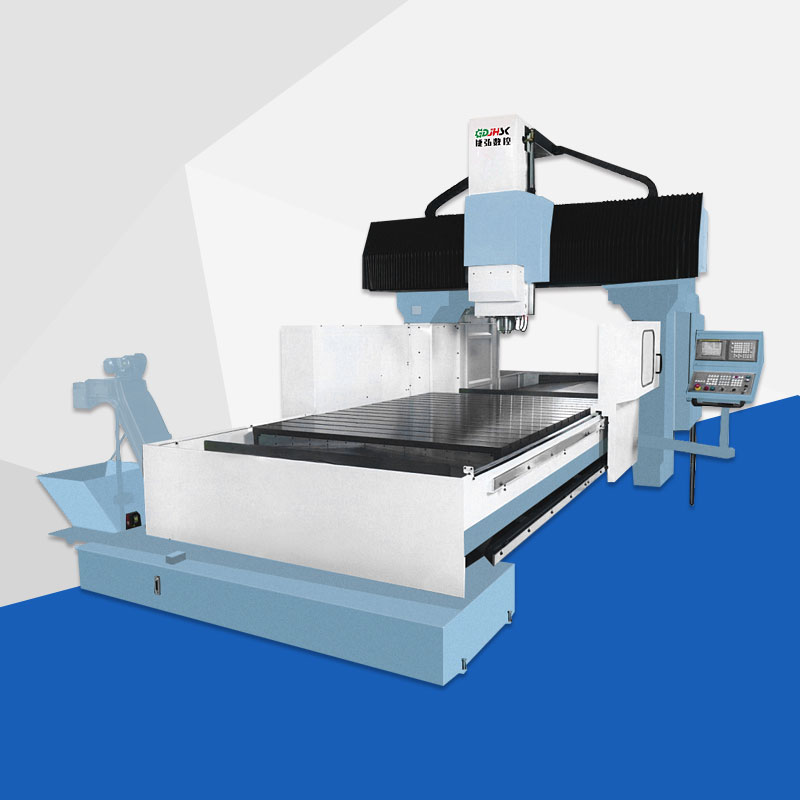
The tool change method of the bucket type magazine is relatively simple. This type of tool magazine does not have a robot arm, so it is not necessary to use a robot arm to complete the tool change. The tool change method of the tool magazine is as follows: the tool magazine moves to the main shaft to complete the tool change. This type of product has the advantages of high cost performance, convenient maintenance, and simple structure, and the defect is that the tool change speed is slow.
The tool change method of the disc type magazine is rather messy. The first step is to complete the tool change operation by the robot arm. The robot removes the tool from the tool magazine and rotates it into the spindle to complete the tool change. Such a tool magazine has the advantage of a fast tool change speed, and its drawback is that the structure is disordered, the repair is inconvenient, and the failure rate is high. Although the tool change method, tool selection method and tool structure of these tool magazines are different, they are all controlled by the numerical control system. The selection and exchange of tools are completed by the motor, air pressure or hydraulic pressure and the robot.







 WeChat
WeChat