Hello, welcome to our website
EN / 中文The space industry of choice
Professional CNC machining center service provider
Service hotline
18925943198Hello, welcome to our website
EN / 中文The space industry of choice
Professional CNC machining center service provider
Service hotline
18925943198H
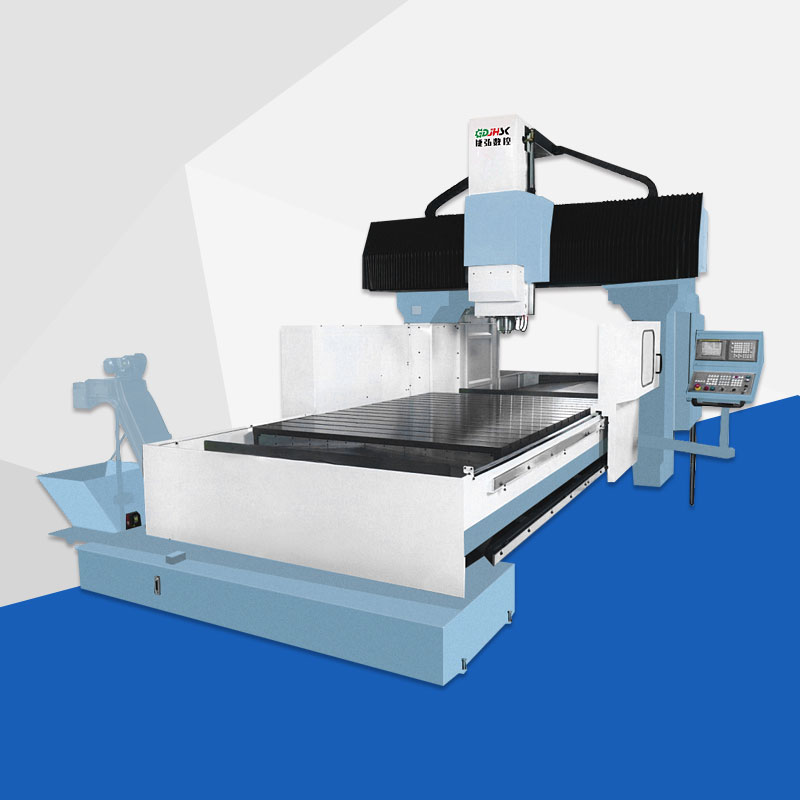
HOT PRODUCT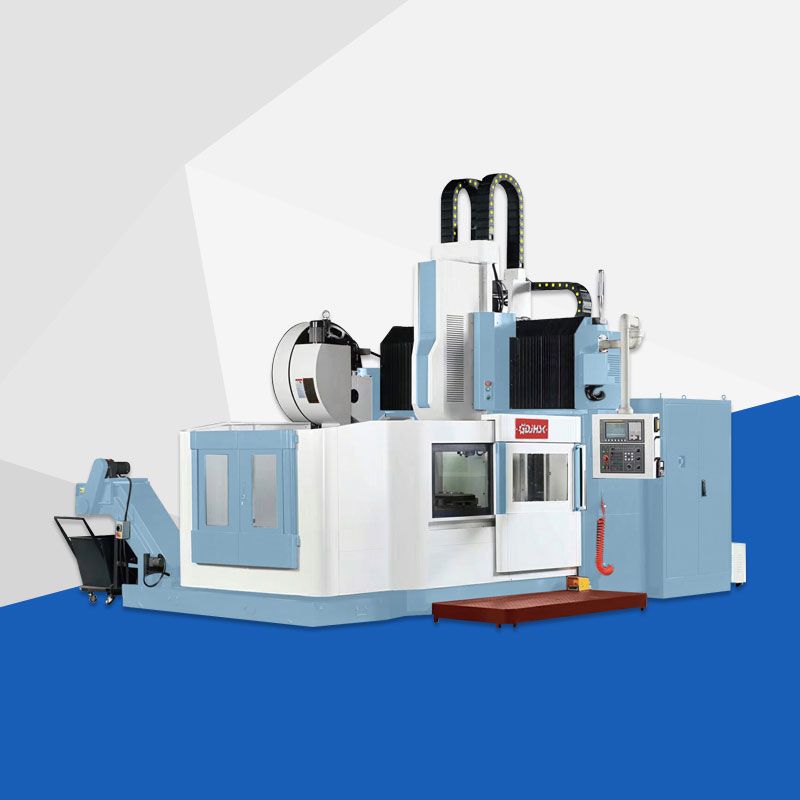




H
HOT NEWSC
CONTACTUSProcessing center operation points
As a skilled operator, it is necessary to understand the requirements of the machined parts, the process route, and the machine characteristics before operating the machine to complete various machining tasks. Operation points:
1) In order to simplify positioning and safety, each positioning surface of the fixture should have an accurate coordinate size with respect to the machining origin of the machining center.

2) To ensure the consistency of the part mounting orientation and the selected workpiece coordinate system and machine coordinate system in the programming, and orientation installation.
3) It can be disassembled in a short time and changed into a fixture suitable for new workpieces. Since the auxiliary time of the machining center has been compressed to a short extent, the loading and unloading of the supporting jig cannot take up too much time.
4) The fixture should have as few components as possible and a high stiffness.
5) The clamp should be as open as possible. The position of the clamping element can be low or low, and the installation fixture cannot interfere with the tool path of the step.
6) Ensure that the machining contents of the workpiece are completed within the stroke range of the spindle.
7) For machining centers with interactive worktables, the fixture design must prevent space interference between the fixture and the machine tool due to movement, lifting, lowering, and rotation of the table.
8) Try to complete all the processing contents in one setup. When it is necessary to replace the clamping point, special care must be taken not to damage the positioning accuracy due to the replacement of the clamping point, if necessary in the process documentation.
9) The bottom surface of the fixture is in contact with the workbench. The flatness of the bottom surface of the fixture must be within 0.01-0.02mm, and the surface roughness is not greater than Ra3.2um.







 WeChat
WeChat